本帖最後由 Roz 於 2015-3-2 01:05 編輯
設定篇:
(實作篇提到部份設定在EXPERT MODE方能改動, 在SIMPLE MODE下不會顯示)
今次講翻層厚,INFILL,速度,溫度

層厚 - Layer Height 數值不能大過噴咀直徑,建議值為噴咀25%-75%(E.G> 0.4噴咀為0.1MM-0.3MM , 0.2為0.05MM-0.15MM)
填充圖形 - INFILL 下文參考,太慳膠最直接的結果=結構脆弱
速度 - PERIMETERS 外層速度 ,INFILL 填充空間速度,TRAVEL 不列印情況下,噴咀移動速度

溫度 - Extruder 噴咀 , HOTBED 熱床
常用設定: PLA 200度+56度/0度(可不用熱床),ABS為230度 + 110度
(高速下要提高溫度,令噴咀內之膠條更快溶化 已測試:PLA 150MM/S 250+65)
本文會寫翻slic3r基本設定,設定層厚,溫度,infill patten,同costom g-code 設定
infill patten比較圖
原文來自
http://manual.slic3r.org/expert-mode/infill
由上至下:
honeycomb
Concentric
line
Rectilinear
Hilbert Curve
Archimedean Chords
Octagram Spiral
由左至右:
20%
40%
60%
80%
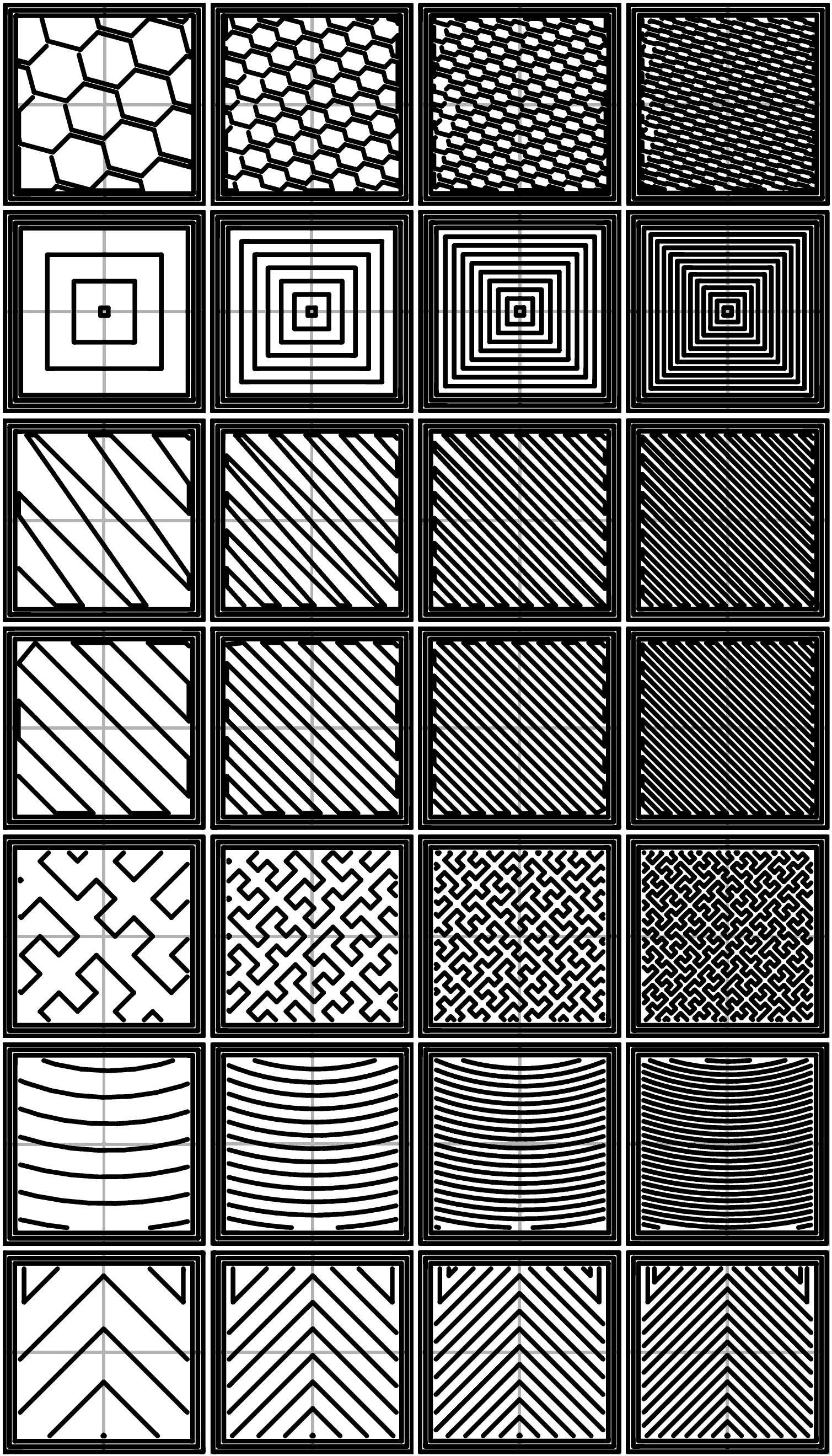
常用主要會用liner同honeycomb
liner會比較快
honeycomb垂直結構比較堅固
實作篇:
以下2件物品係小弟測試打印品
左為0.2MM , 右為0.1MM層厚(啫係版聚後食飯,SHOW過出黎果件, 因為係機械零件所以唔使用0.3MM)
打印設定方面
速度均為 220 C@75MM/S, RETRACTION(拉膠條) 5MM (IF 間隔>2MM) ,INFILL使用15% HONEYCOMB
使用機種為REPRAP MENDEL
(因不同批次,及左件未清理,所以形狀同拉絲會有少許分品)
近攝(前方)

近攝(上方)

遠攝(上方)

遠攝(底部, Bridge 220C@60MM/S NO FAN)

使用時間左件約150分鐘(160-170分鐘) , 右件約280分鐘
(留意: 左件係慳左D膠所以該加翻10-20分鐘上去) |
 簡體版
簡體版 訂閱頻道
訂閱頻道 訂閱電子報
訂閱電子報



 發表於 2015-2-25 11:12
|
發表於 2015-2-25 11:12
| 

