作者: hizaku 時間: 2016-5-13 01:08 標題: xyz 機打印出來的問題
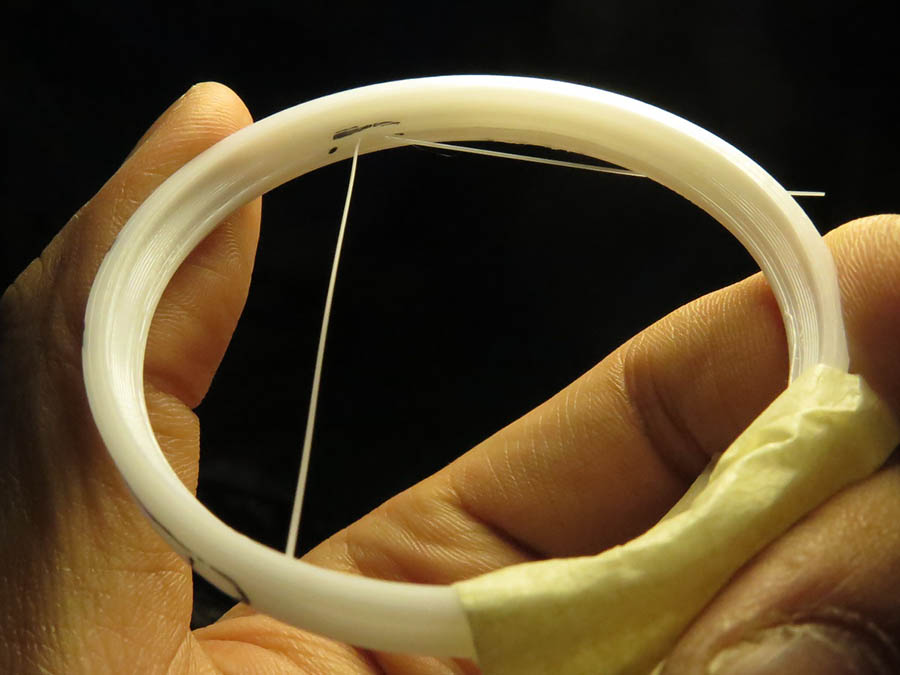
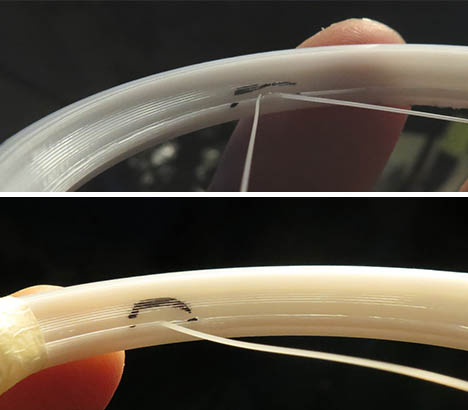
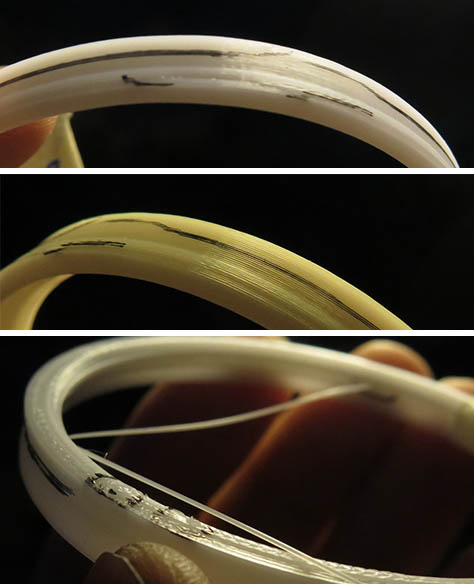
剛買了部Hueway 3D 509,測試打印個簡單 80mm直徑的環,有問題請教各位師兄。
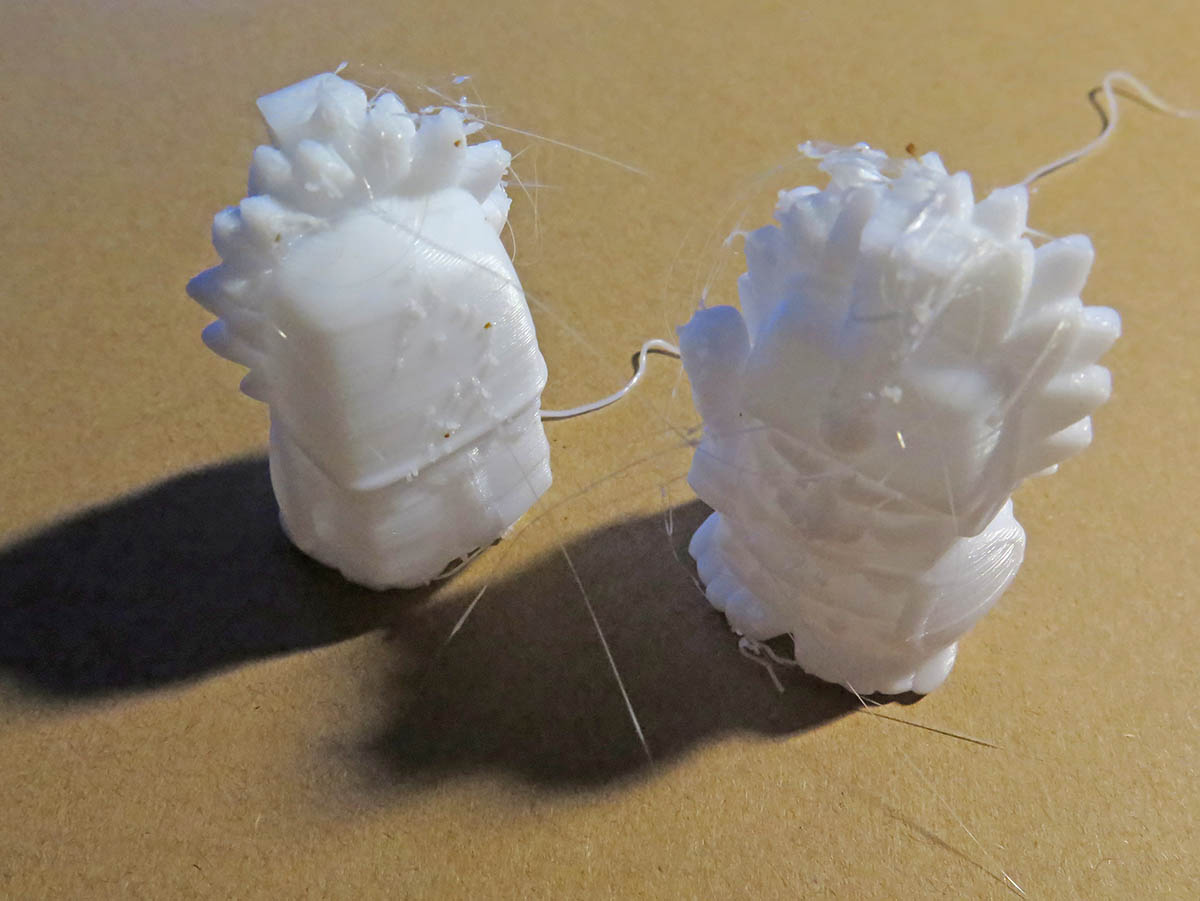
開頭用PLA/210C 噴咀/70C 熱床,打印出來有幾粒焦黃的點,廠方話可能溫度太高,於是我試用 PLA/200/70,但出來更多問題。


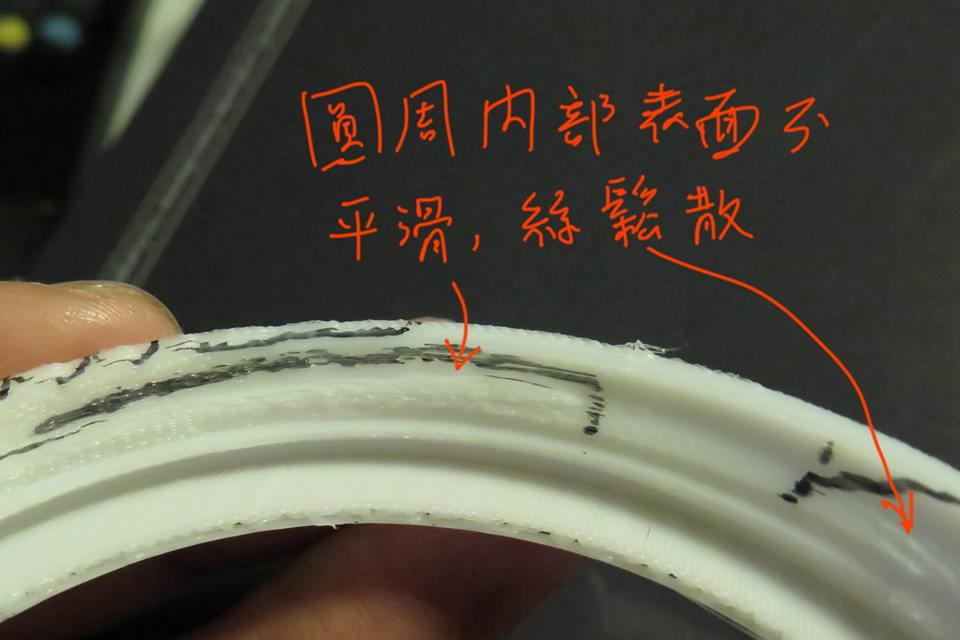
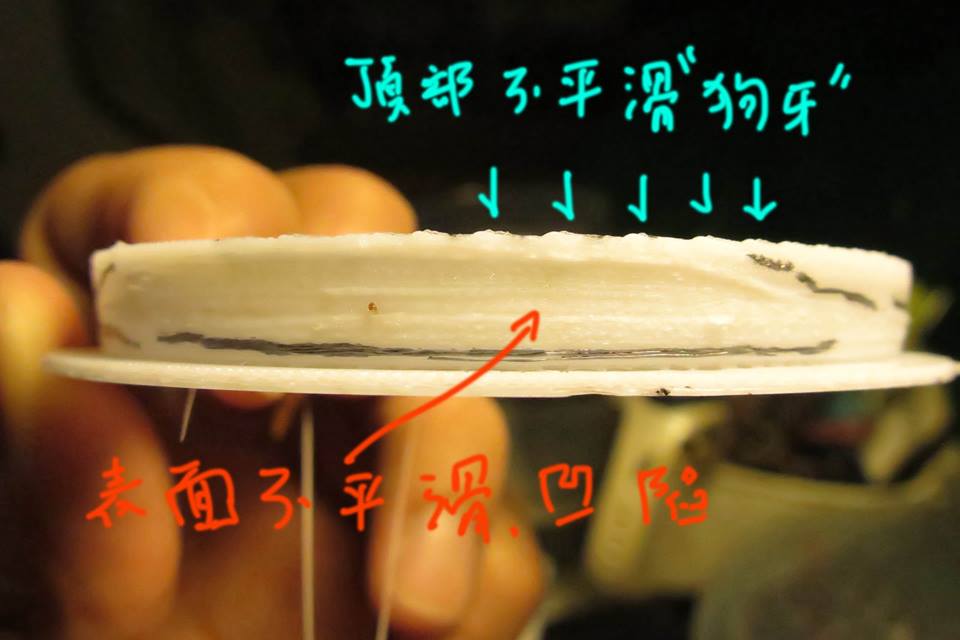
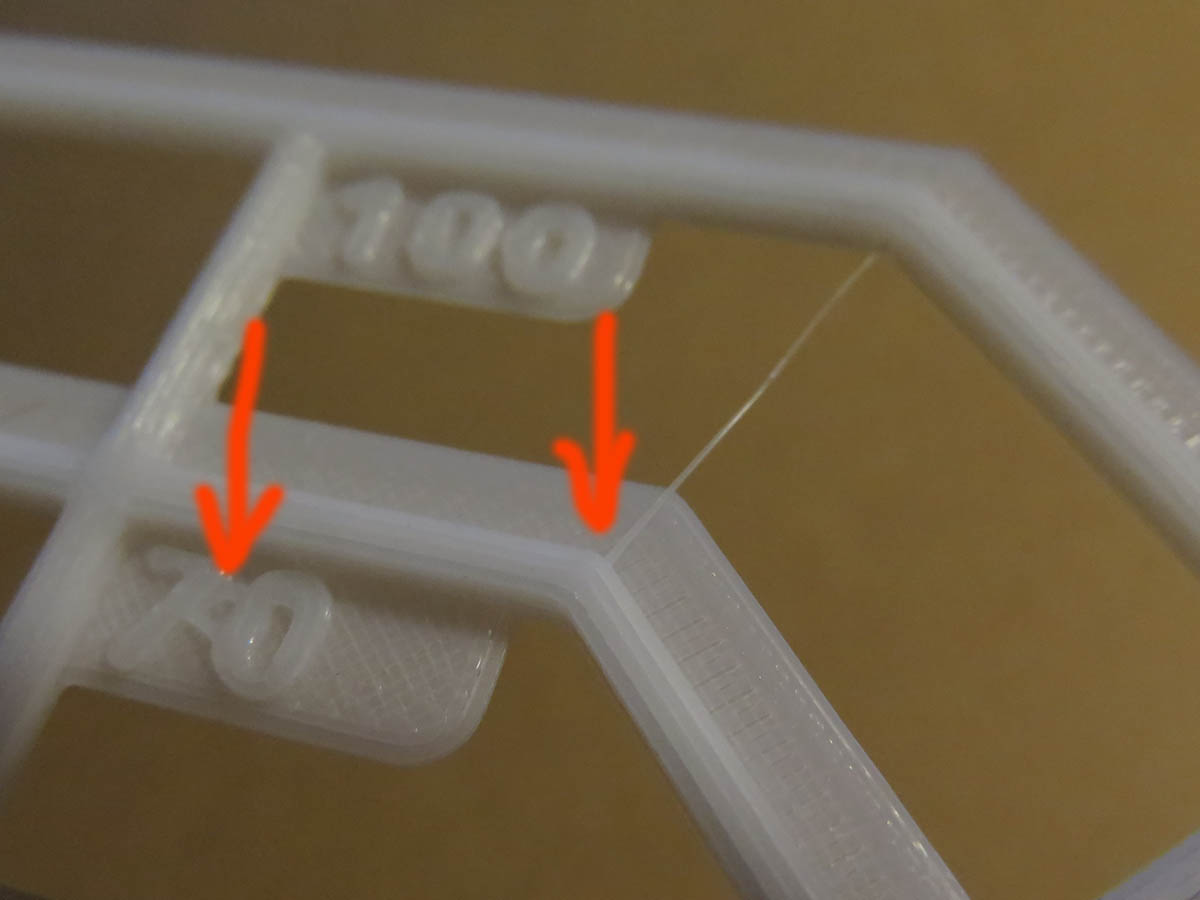
表面的絲鬆,會不會溫度太低。
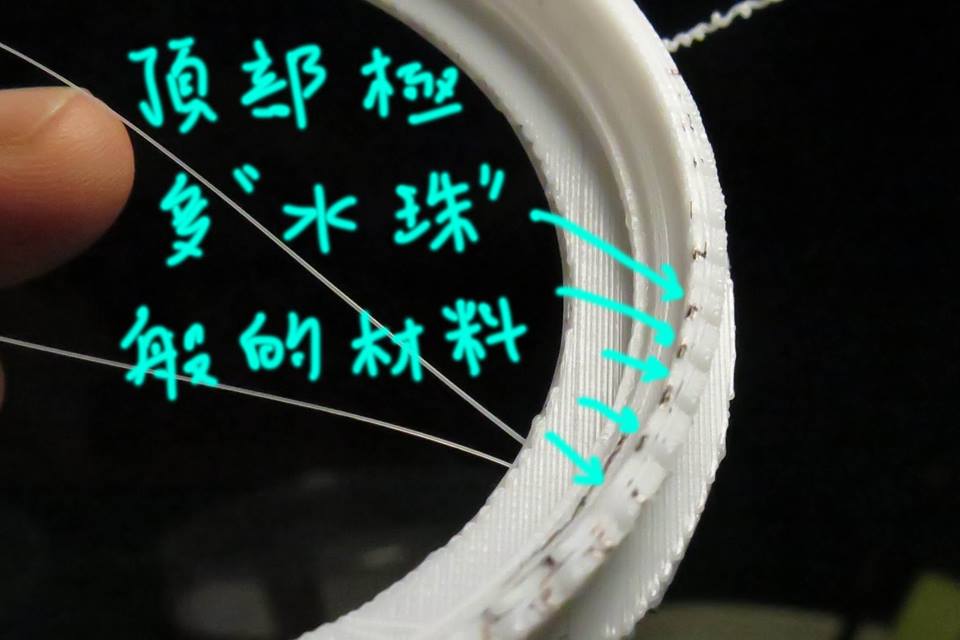
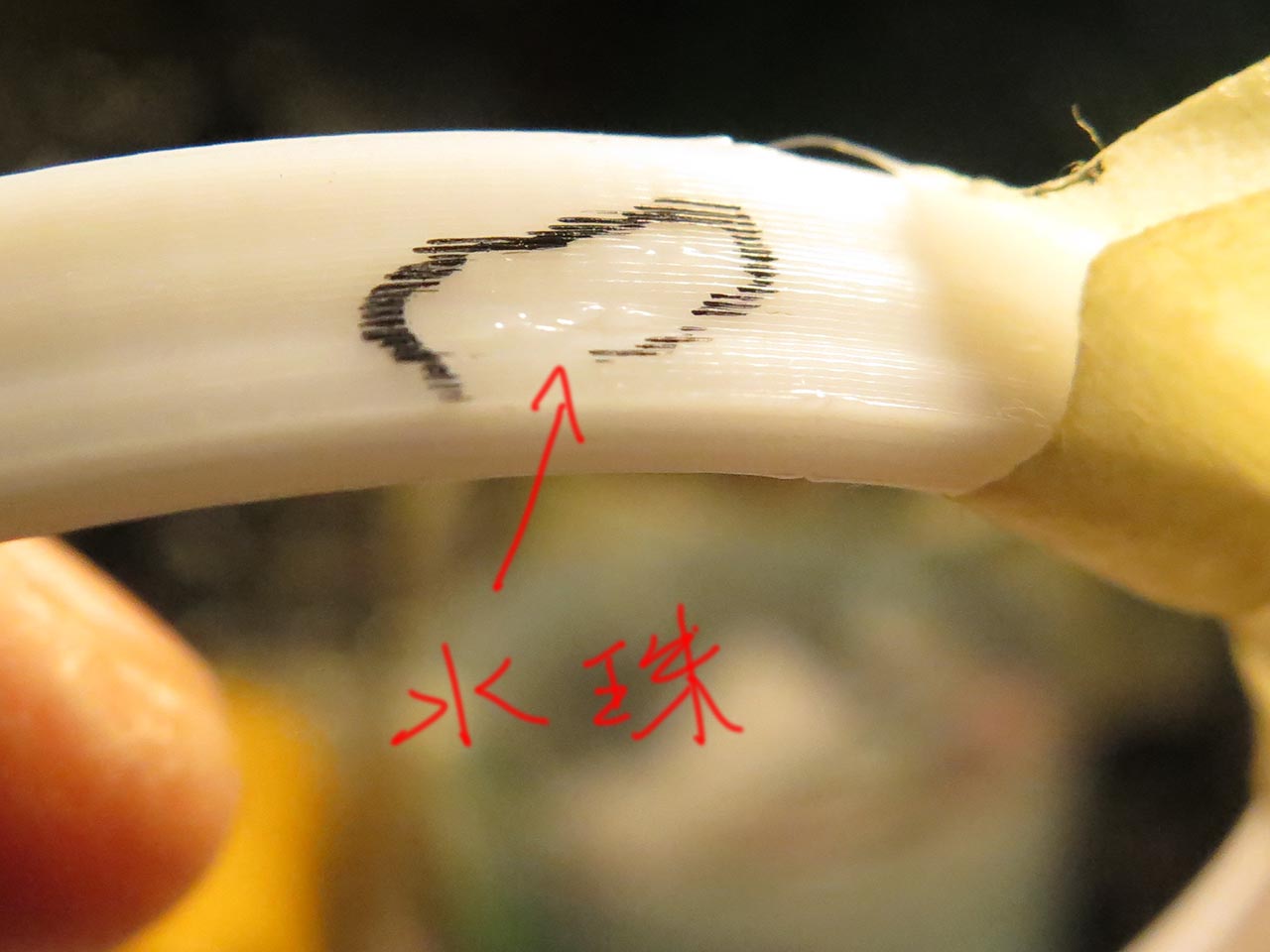
另外,頂部表面好多一粒粒水珠般的PLA,是什麼原因?
 圖片附件: Printer Defect-01.jpg (2016-5-13 01:06, 50.29 KB) / 下載次數 74
圖片附件: Printer Defect-01.jpg (2016-5-13 01:06, 50.29 KB) / 下載次數 74https://h2.hkepc.com/forum/attachment.php?aid=1888669&k=fa33ebc2be5d5e5a453e63f00d9a4e16&t=1781655693&sid=8yuJsPybs
 圖片附件: Printer Defect-02.jpg (2016-5-13 01:06, 41.87 KB) / 下載次數 67
圖片附件: Printer Defect-02.jpg (2016-5-13 01:06, 41.87 KB) / 下載次數 67https://h2.hkepc.com/forum/attachment.php?aid=1888670&k=09979a4957ca9c88669c926f4df74c57&t=1781655693&sid=8yuJsPybs
 圖片附件: Printer Defect-03.jpg (2016-5-13 01:06, 48.26 KB) / 下載次數 54
圖片附件: Printer Defect-03.jpg (2016-5-13 01:06, 48.26 KB) / 下載次數 54https://h2.hkepc.com/forum/attachment.php?aid=1888671&k=eee497de1c48c408ba75a26c64cac844&t=1781655693&sid=8yuJsPybs
 圖片附件: Printer Defect-04.jpg (2016-5-13 01:06, 48.26 KB) / 下載次數 50
圖片附件: Printer Defect-04.jpg (2016-5-13 01:06, 48.26 KB) / 下載次數 50https://h2.hkepc.com/forum/attachment.php?aid=1888672&k=6001aefa5a0667604f941cff7d4254f7&t=1781655693&sid=8yuJsPybs
 圖片附件: Printer Defect-05.jpg (2016-5-13 01:06, 41.94 KB) / 下載次數 53
圖片附件: Printer Defect-05.jpg (2016-5-13 01:06, 41.94 KB) / 下載次數 53https://h2.hkepc.com/forum/attachment.php?aid=1888673&k=35bc947c569a259a306aea963204dd9a&t=1781655693&sid=8yuJsPybs

作者: ma_hty 時間: 2016-5-13 04:27
本帖最後由 ma_hty 於 2016-5-13 04:37 編輯
回覆 1# hizaku
你說的 "表面的絲鬆 不平滑 狗牙 '乜'陷 問題" ('乜'位置o個隻字唔識打)
如果你在打印時聽到 extruder 的步進電機發出搭搭聲, 可能是 溫度太低而出膠不順 或者 打印速度設得太高 出膠能力跟不上 .
如果你在打印時 沒有 聽到 extruder 的步進電機發出搭搭聲, 可能是 出膠量設得太低.
至於水珠問題呢... 我相信你的機在打印時, 真的在那幾點水珠位置, 停了很久 (無聊到要R腳指的很久). 你留意一下吧. 真是這樣的話... 大概是生產商做了某些傻事.
另外, 咪用 raft 啦 (模型下面的無謂部份), 前世未辛苦過咩.
作者: a88akito 時間: 2016-5-13 06:29
樓主用邊種切片軟件打印呀?截張圖俾D設定數值睇睇
作者: hizaku 時間: 2016-5-13 07:00
我星期日Capture 設定數值上來。
作者: g2david 時間: 2016-5-13 08:04
黄色點代表温度過熱
你的頭應該有問題,有膠在頭裡面,推不出去,也可能裏面有嘢項住
你的 extruder 也可能有問題,不能推膠
你用手直接推膠,在210C 應該唔駛用乜力也可推,不是的話,你要折個頭研究下
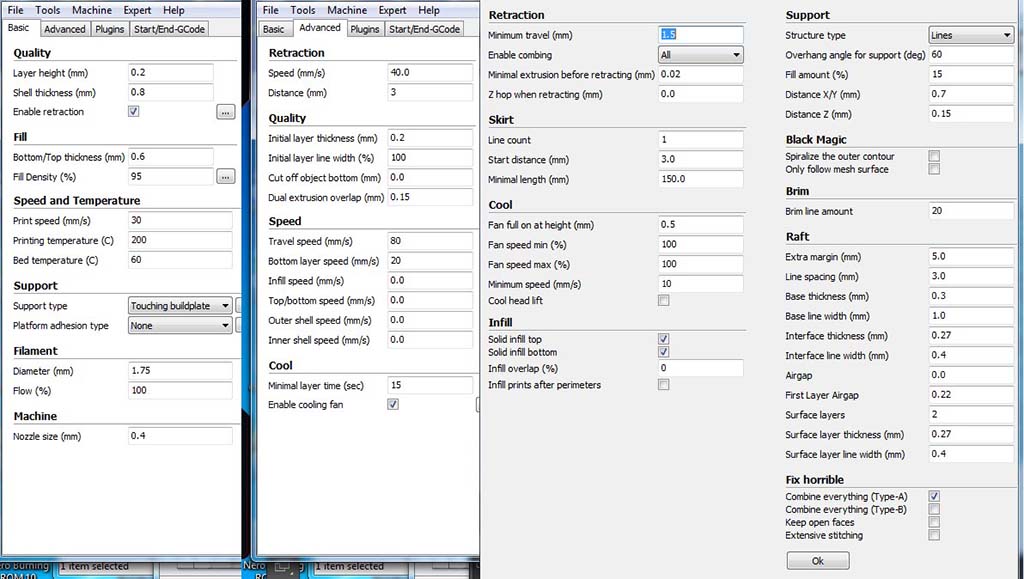
作者: hizaku 時間: 2016-5-15 13:24
圖片附件: Sigma 17-70 Hood X 9.jpg (2016-5-15 13:23, 118.95 KB) / 下載次數 38https://h2.hkepc.com/forum/attachment.php?aid=1889300&k=a8db2642e1de9686159ff5a7927322d4&t=1781655693&sid=8yuJsPybs
作者: hizaku 時間: 2016-5-15 13:26
回覆 6# hizaku
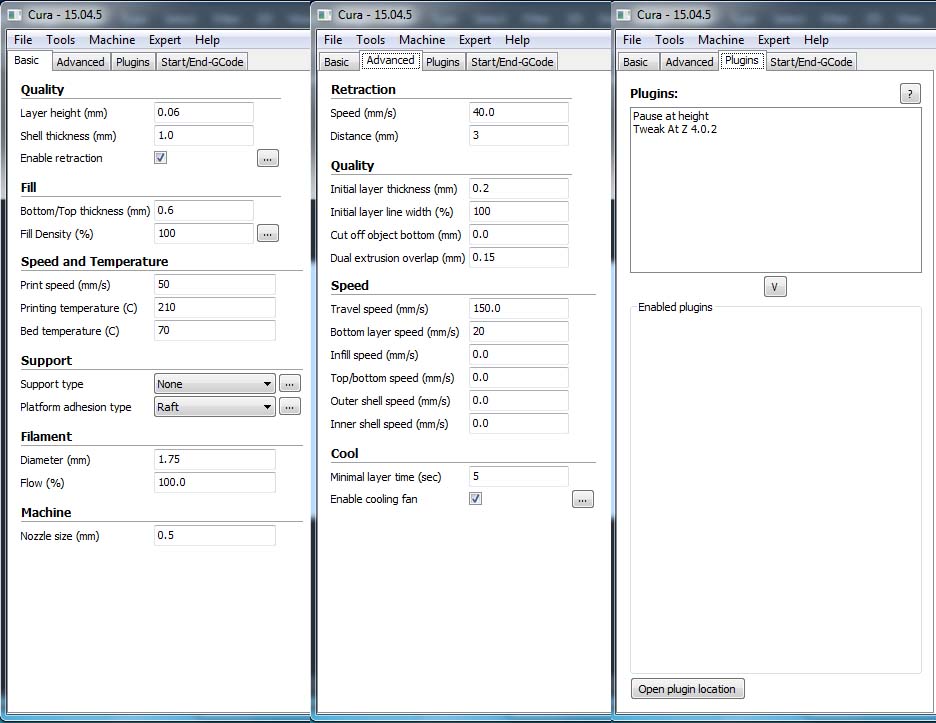
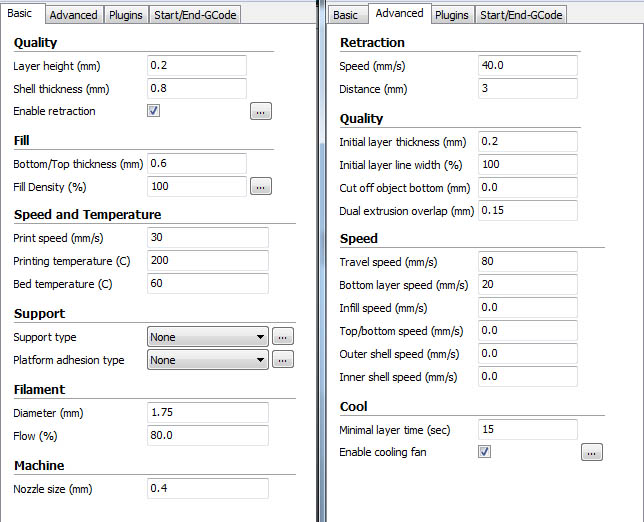
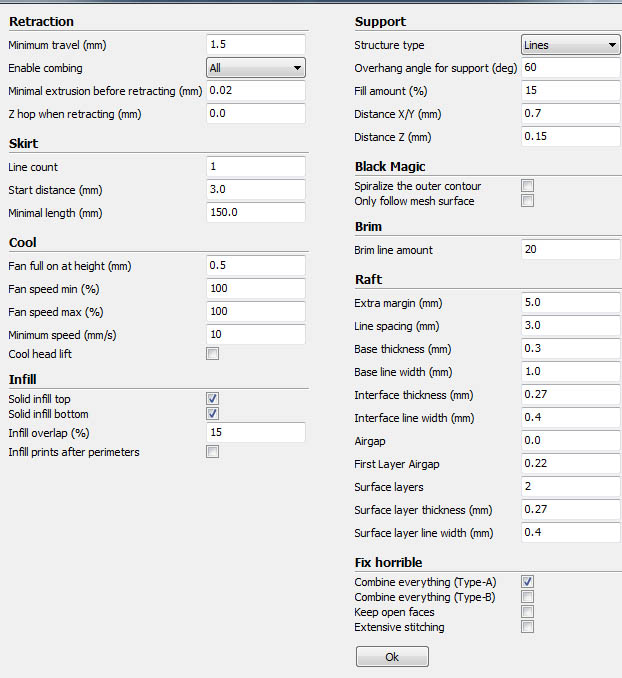
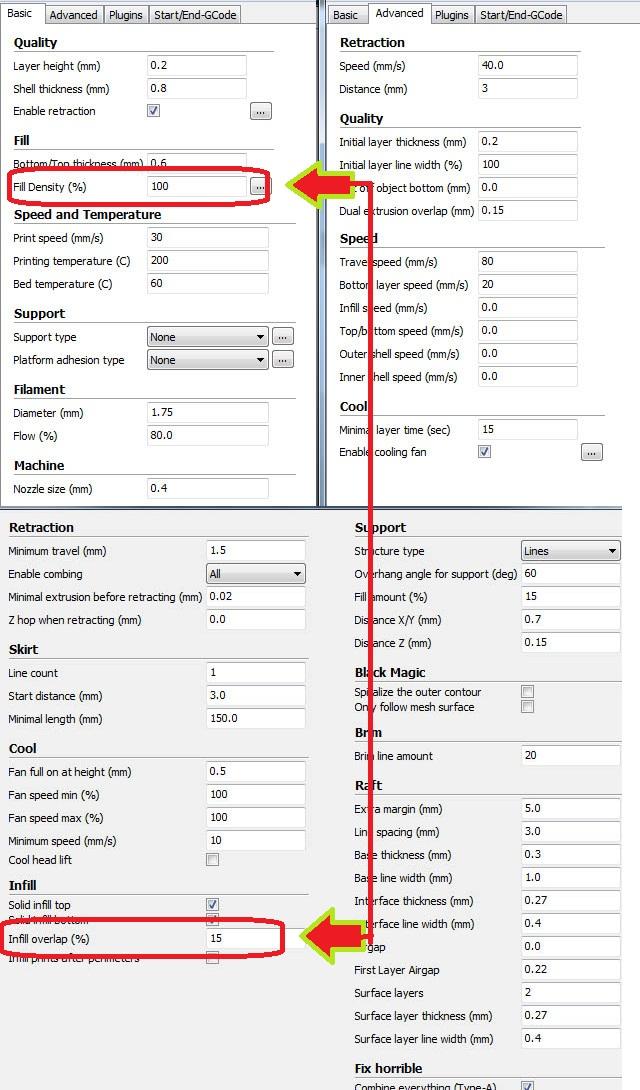
以上是 Cura 設定數值
作者: ustkl 時間: 2016-5-15 13:44
本帖最後由 ustkl 於 2016-5-15 14:16 編輯
回覆 7# hizaku
layer 唔好用0.06 用返0.2~0.3. infill set住20~30%先。再印試下
(由 HKEPC Android 手機版 發出)
作者: g2david 時間: 2016-5-15 14:32
Nozzle size is 0.5mm -> layer height 0.06mm 真係過份左D. set 0.4mm la
作者: hizaku 時間: 2016-5-15 15:35
我見Youtube 有片教0.5mm nozzle 最少 layer 可以0.06mm,不過我都懷疑上降台支桿的螺絲牙有無這精度。
作者: ustkl 時間: 2016-5-15 15:49
本帖最後由 ustkl 於 2016-5-15 17:30 編輯
回覆 10# hizaku
新機到手都係用返D正常setting試下部機, 然後先至去挑戰極限。
低於0.1嘅layer setting响FDM機來說意義是不大的。
作者: ma_hty 時間: 2016-5-15 18:06
本帖最後由 ma_hty 於 2016-5-15 22:02 編輯
我見Youtube 有片教0.5mm nozzle 最少 layer 可以0.06mm,不過我都懷疑上降台支桿的螺絲牙有無這精度。 ...
hizaku 發表於 2016-5-15 15:35

真奇怪的說法...
nozzle size, 並不是你想設什麼 就可設什麼的. 你的機的參數說明, 應該有一項叫 噴嘴直徑 的. 參數說多少, 你就應該用多少. 真的想用 nozzle size 0.5mm, 你應該換一個 0.5mm 直徑的噴嘴.
另外, 理論上呢... 層厚有上限, 但沒下限的. 可是... 說0.06mm層厚... 控制出膠量的能力; z平台平面 和 噴嘴跑的xy平面 有多平行; 單是這兩項因素, 你的機已完旦了. Mmm... 甚麼說呢... 雖然你的確是可用 0.06mm層厚 去印, 但打印質量大概會比 0.3mm層厚 還差.
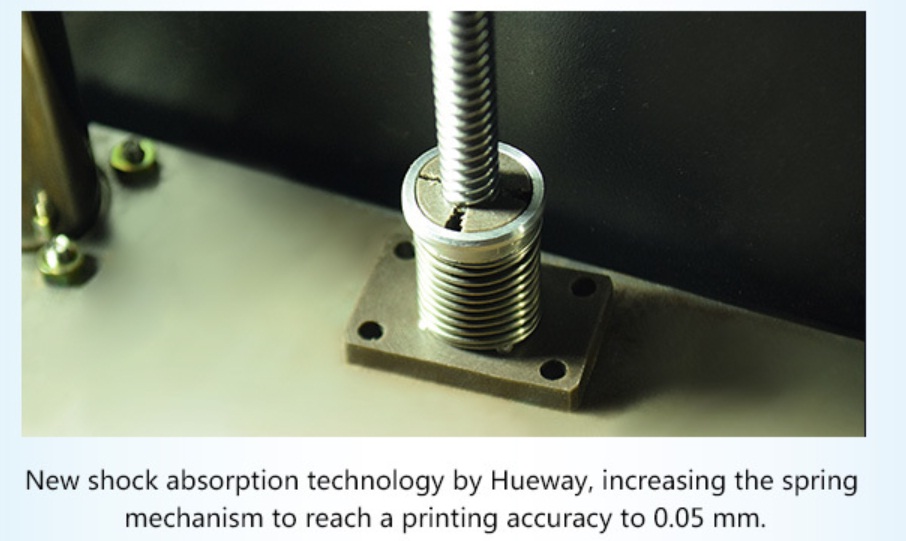
順帶一提, 用絲杆結構, 要準確移動平台 0.06mm, 就算用你的機上的低檔梯形絲杆, 也是輕而易舉的事 (如果螺母同心度不太太差, 絲杆不太太彎, 安裝又沒犯低級錯誤的話...). 倒是... 你的機的生產商呀, 在z平台上加了一個非常詭異的結構(說是用來做shock absorption的) 下圖,
低檔梯形絲杆 在螺母處用彈弓連接, 絲杆轉動呢 的確是會轉得非常順暢的. 可是... 這個順暢轉動, 是以犧牲z軸定位精度為代價換來的. 0.06mm層厚, 你的機就別想了 (我說呢... 就算 0.1mm層厚 其實也危危扶喎).
你可以這樣理解, 梯形絲杆有少許不順, 是零件誤差被強硬修正的結果. 用彈弓去避過修正, 不修不正所以不吵. 可惜, 縱容零件誤差, 零件誤差都跑到定位去了. 就好似... 小朋友不管不教, 親子關係自然 樂也融融, 不過, 小朋友會有行為問題而已.
圖片附件: Untitledx.jpg (2016-5-15 18:18, 94.43 KB) / 下載次數 28https://h2.hkepc.com/forum/attachment.php?aid=1889394&k=2faeb4bc9e3286c0815bcb9d1d42396f&t=1781655693&sid=8yuJsPybs
作者: baddy 時間: 2016-5-15 23:22
回覆 12# ma_hty
ma_hty兄是不是老師來的?最後的小朋友管教理論真是說出個重點來,充分反映了這一代的家長很多都是只懂生不懂教
作者: a88akito 時間: 2016-5-15 23:50
樓主應該係新手上路乜都唔識而買左廠機嗰種,嚟呢度都係為左探求正確知識而唔駛俾原廠嘅技術支援老點

作者: hizaku 時間: 2016-5-17 21:55
試過 layer height 0.15mm (廠方提意),0.2mm,出來效果差不多。
圖片附件: IMG_8570.JPG (2016-5-17 21:54, 83.64 KB) / 下載次數 23https://h2.hkepc.com/forum/attachment.php?aid=1889998&k=584ebd9f2517ac716cca4c8d8f9f66ff&t=1781655693&sid=8yuJsPybs
 圖片附件: Layer Height-0.2-01.jpg (2016-5-17 21:54, 46.37 KB) / 下載次數 24
圖片附件: Layer Height-0.2-01.jpg (2016-5-17 21:54, 46.37 KB) / 下載次數 24https://h2.hkepc.com/forum/attachment.php?aid=1889999&k=5b9c57b9b1383340d4a56fbab8659257&t=1781655693&sid=8yuJsPybs
 圖片附件: Layer Height-0.2-02.jpg (2016-5-17 21:54, 53.39 KB) / 下載次數 31
圖片附件: Layer Height-0.2-02.jpg (2016-5-17 21:54, 53.39 KB) / 下載次數 31https://h2.hkepc.com/forum/attachment.php?aid=1890000&k=b13cc90e7bce1363860821bcbcccdff3&t=1781655693&sid=8yuJsPybs
作者: ghost2377 時間: 2016-5-17 22:10
會不會原檔有問題呀?多左/少左d嘢呀?有無stl檔分享一下?
作者: hizaku 時間: 2016-5-17 22:18
之前因為廠方跟機的 sample gcode file 是 Nozzle size 0.5mm,所以沿用無改,後來再看 Spec, 噴咀 Nozzle size 是 0.4mm, 亦修正了。
flow 減少到80%,看是否之前出膠量太大。
但出來效果差不多。
圖片附件: Layer Height 0.2 Setting-01.jpg (2016-5-17 22:17, 108.46 KB) / 下載次數 25https://h2.hkepc.com/forum/attachment.php?aid=1890014&k=596582fa64e3d74e4e097aadcaa3637a&t=1781655693&sid=8yuJsPybs
 圖片附件: Layer Height 0.2 Setting-02.jpg (2016-5-17 22:18, 106.43 KB) / 下載次數 26
圖片附件: Layer Height 0.2 Setting-02.jpg (2016-5-17 22:18, 106.43 KB) / 下載次數 26https://h2.hkepc.com/forum/attachment.php?aid=1890015&k=b802725bf577bcfc74ad23e243b8bda4&t=1781655693&sid=8yuJsPybs
作者: ustkl 時間: 2016-5-17 22:32
flow 除非firmware set 錯左, 最好Keep返100. 件野睇落好左D,但係無端端有兩條膠絲飛出來。不如試下印另一樣野。
作者: hizaku 時間: 2016-5-17 22:56
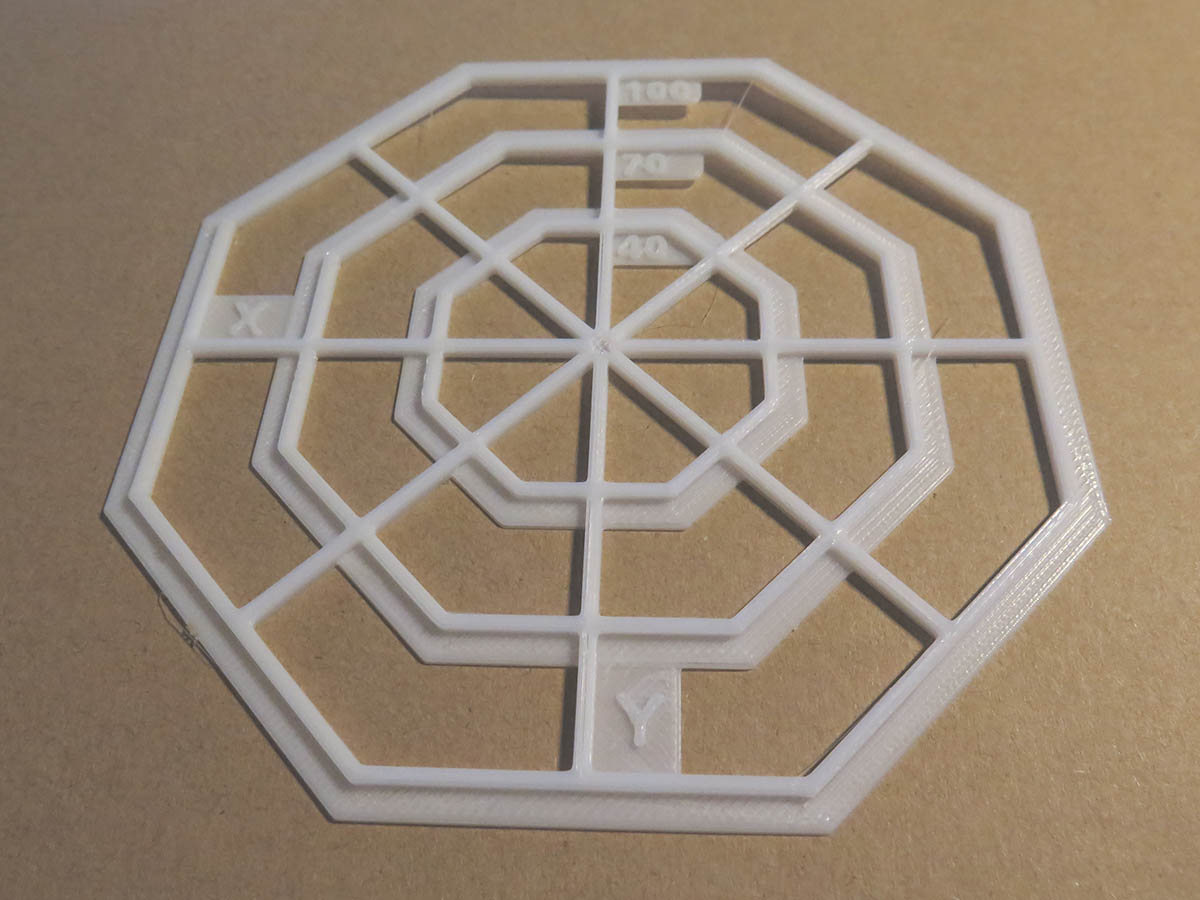
跟機的 sample
網上的 sample
圖片附件: IMG_8576.JPG (2016-5-17 22:54, 117.89 KB) / 下載次數 19https://h2.hkepc.com/forum/attachment.php?aid=1890028&k=ebe6b52f739d05ac9f2341268e06110a&t=1781655693&sid=8yuJsPybs
 圖片附件: IMG_8577.JPG (2016-5-17 22:56, 134.03 KB) / 下載次數 19
圖片附件: IMG_8577.JPG (2016-5-17 22:56, 134.03 KB) / 下載次數 19https://h2.hkepc.com/forum/attachment.php?aid=1890030&k=7935c5cccb4d24353a49dff690f0c354&t=1781655693&sid=8yuJsPybs
 圖片附件: IMG_8578.JPG (2016-5-17 22:56, 75.91 KB) / 下載次數 24
圖片附件: IMG_8578.JPG (2016-5-17 22:56, 75.91 KB) / 下載次數 24https://h2.hkepc.com/forum/attachment.php?aid=1890031&k=b05792378a95c2e99494a18918ca822f&t=1781655693&sid=8yuJsPybs
作者: ustkl 時間: 2016-5-17 23:29
Check 下印咀同熱塊之間有冇漏膠。其實個八卦印得唔錯。
作者: ma_hty 時間: 2016-5-17 23:40
本帖最後由 ma_hty 於 2016-5-17 23:50 編輯
回覆 17# hizaku
> flow 減少到80%,看是否之前出膠量太大。
你先前已經話 印印下會甩線了, 甚麼說也是出膠量太少啦. 何苦仲要減 flow rate? 設 100%, 還是不成, 試一個 110%. 另外, 你... 有沒有校正過 個出膠量 (e step per mm)? 還沒有, 就找個機會校正一次吧. 校正了 e step per mm, flow rate 就可以安心設100%.
Fill density 不要設 100%, 設 15% (或30%) 好了. 這樣, 頂層的怪水珠問題 應該就會不見了.
作者: hizaku 時間: 2016-5-18 07:17
這八卦是 ustkl 師兄的作品,借用了來測試,多謝先。
問題是八卦簿,如果厚的東西便出事。整個 extruder, heater, nozzle 的夾口都無漏膠。但 nozzle 在預熱時,齒輪未轉未打印時,會有膠絲自行漏出。廠方說是正常。我把預熱溫度降至190C,預熱時仍有少許漏膠。
試過打印時 set 温度190, 200, 210, 分別不大。水珠,甩絲,變形問題一樣發生。
作者: hizaku 時間: 2016-5-18 08:42
回覆 21# ma_hty
機的版面没有 e per mm 可以改,是不是可以在 CURA 的 Start/End-GCode 加上
M93 x## y## z## (factory settings) e## ( new calibrated number )
作者: ustkl 時間: 2016-5-18 09:30
回覆 23# hizaku
e per mm 係响firmware度set (用LCD都可以set). 一般廠機應已set 好。就算有一貼差(+-10%), 看上去也不會有大分別。冇乜野就唔好搞佢。你的問題應與此無關。
你的情況以乎有一些膠在出膠孔外沾污了打印品。如你說沒有漏膠, 再觀察打印的時候印咀週圍有沒有痴住D膠。我試過印PETG, 膠總是喜歡痴住個咀多過去件印件。當痴到咁上下大舊就成塊痴返上件件度。出來情況好似你果D咁。但係印PLA, ABS 好少會咁。
190, 200, 210 都試過, 唔爭在試埋 220, 230. 高溫D理論上冇咁痴咀。一係試下另一卷膠。
作者: bam1a 時間: 2016-5-18 10:00
回覆 ma_hty
機的版面没有 e per mm 可以改,是不是可以在 CURA 的 Start/End-GCode 加上
M93 x## y## ...
hizaku 發表於 2016-5-18 08:42
用pronterface 直接落code喇
M93 e***
之後M500儲存
無謂將gcode變得咁累贅...
作者: ma_hty 時間: 2016-5-18 13:32
本帖最後由 ma_hty 於 2016-5-18 13:54 編輯
回覆 ma_hty
機的版面没有 e per mm 可以改,是不是可以在 CURA 的 Start/End-GCode 加上
M93 x## y## ...
hizaku 發表於 2016-5-18 08:42
flow(%) 和 e step per mm 兩個參數, 都是在控制出膠量的. 即是, 其中一個是多餘的. 其中一個數值 隨意設一個固定數值, 然後校正另一個就可以. 不要兩個也校正, 兩個也校正, 就笨了.
不想校正 e step per mm, 就校正 flow(%), 效果相同.
我覺得校正 e step per mm 比較直接, 但跟 校正 flow(%) 相比, 並無實質分別.
校正出膠量, cura 的話, 在膠料 用marker 畫一點, 然後出膠 100mm, 然後看看實在跑了多少, 接著按比例修正數值.
再說一遍, 選定一個去校正就好, 不要兩個也改.
作者: monogram 時間: 2016-5-18 13:34
粒粒問題可能原因:
190度預熱時會出膠絲,咁即係到左溶點。當個頭凌空由一點移去另一點時,就會有少少膠自動走出來,形成表面上既粒粒。
解決方法:
1 加大 retraction 距離,不過見設定中已經係 3mm, 好似都好多,再大都未必有用
2 降低噴頭溫度,每次5度咁試,例如 185, 180, 可能要印慢 d 配合
作者: a88akito 時間: 2016-5-18 13:38
我覺得樓主應該由TUNE機重新開始,有冇師兄可以提供XYZ嘅TUNE機教學??
作者: ma_hty 時間: 2016-5-18 13:49
本帖最後由 ma_hty 於 2016-5-18 13:54 編輯
回覆 17# hizaku
另外, infill overlap(%) 和 fill density(%) 是一體兩面的參數.
簡單講,
fill density 100%, infill overlap 應該設 0%;
fill density 15% - 30% 之類, infill overlap 設一個 15% 是個合理的選擇;
原因呢... 嗯嗯... Mmm... 嗯嗯... Mmm...
圖片附件: 1605172217451090526c7cd265.jpg (2016-5-18 13:45, 112.07 KB) / 下載次數 24https://h2.hkepc.com/forum/attachment.php?aid=1890221&k=850824aedad129e7305c113be818912d&t=1781655693&sid=8yuJsPybs
作者: hizaku 時間: 2016-5-21 23:37
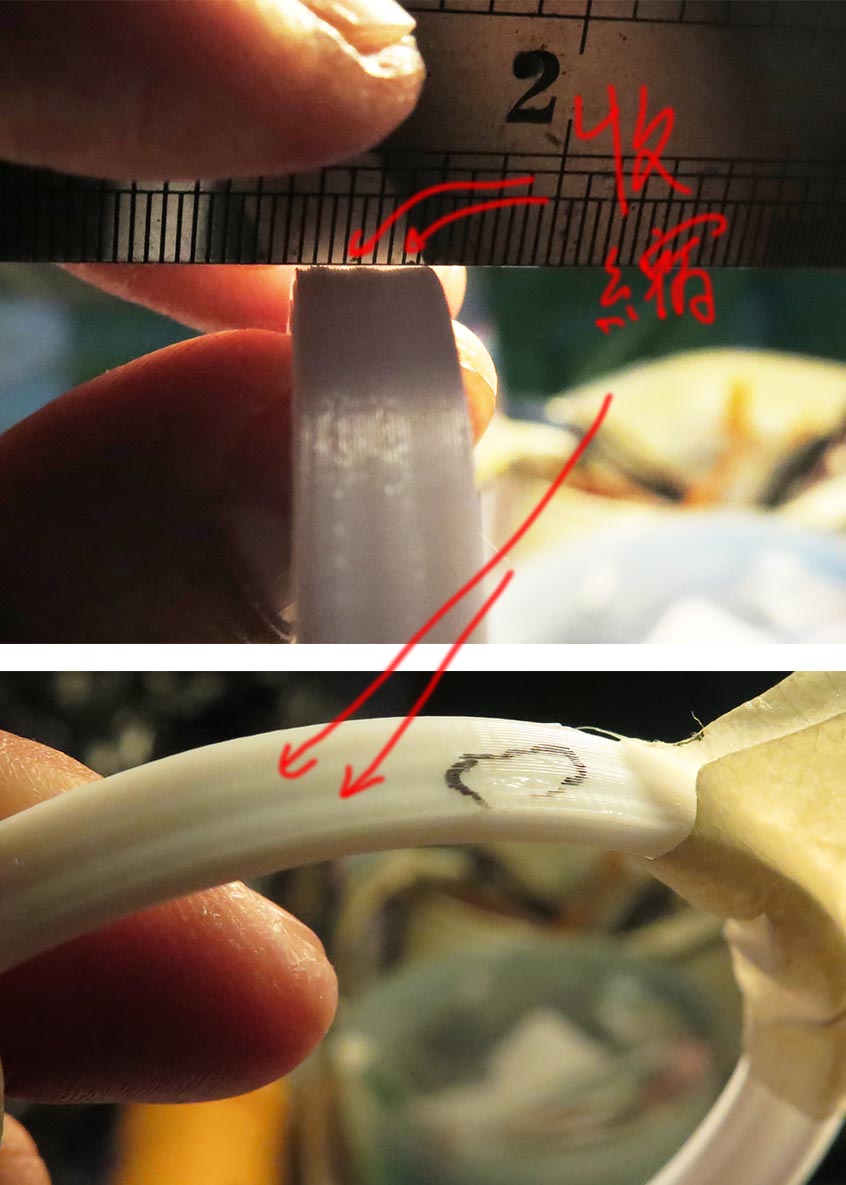
試了幾個 setting 和不同溫度, 最佳的打印效果是如下。
水珠是少了但仍有,最大問題是側面凹陷,好似收縮,這情況由噴咀溫度190C 到230C 都仍存在。
圖片附件: Hood-17 Shrinkage.jpg (2016-5-21 23:31, 119.38 KB) / 下載次數 25https://h2.hkepc.com/forum/attachment.php?aid=1891642&k=3f4adc5323434fe3a13674f41a778c84&t=1781655693&sid=8yuJsPybs
 圖片附件: IMG_8679.JPG (2016-5-21 23:31, 104.67 KB) / 下載次數 31
圖片附件: IMG_8679.JPG (2016-5-21 23:31, 104.67 KB) / 下載次數 31https://h2.hkepc.com/forum/attachment.php?aid=1891643&k=12f5aafd15f95aa65795f500405a0035&t=1781655693&sid=8yuJsPybs
 圖片附件: Hood-17 Low Res-01.jpg (2016-5-21 23:36, 122.26 KB) / 下載次數 28
圖片附件: Hood-17 Low Res-01.jpg (2016-5-21 23:36, 122.26 KB) / 下載次數 28https://h2.hkepc.com/forum/attachment.php?aid=1891644&k=f277a660ac3bbb01b881d2579f751628&t=1781655693&sid=8yuJsPybs
作者: ustkl 時間: 2016-5-22 00:21
想硬淨D, Shell thickness set做 1.2mm己有改善。Fill density 最多50%都夠。95% 太多了
作者: ma_hty 時間: 2016-5-22 09:20
本帖最後由 ma_hty 於 2016-7-6 01:11 編輯
試了幾個 setting 和不同溫度, 最佳的打印效果是如下。
水珠是少了但仍有,最大問題是側面凹陷,好似收縮 ...
hizaku 發表於 2016-5-21 23:37
側面的水珠, 說不定只是線的接口, 試試把 minimal extrusion before retracting 設成 0, 看看會不會有分別.
至於 "側面凹陷" 呢... ^^", 說成是收縮, 那就變化得 太快 太整齊 了. 你可以留意一下, 你說的凹陷, 由 z方向望, 是 每間隔差不多相同段距離 就脹縮一次的. 記不記得前文提過的 詭異彈弓連接 ? 這大概就是它的傷害.
低檔梯形絲杆 彎, 放任它轉, 絲杆軸心 大概會跑一個 不太規則 又偏離軸心 的大橢圓. 亦即是說, 絲杆自轉個360度的話, 某些角度會令Z升多點, 某些角度升少點. 彈弓 把這變化圓滑了些, 但變化就更難捉摸. 簡單講, 即是每層移動的Z距離不準; 某層Z距離 少了, 線就會粗了少許; 某層Z距離 多了, 線就會幼了少許; 結果... (你親眼看過了).
把層厚設成 0.3mm, 可減輕影響 (層厚 厚D => 解像度低D => 層厚誤差就無咁清楚 ). 不過, 現實是... "側面凹陷" 你的機沒救了, 別太為難自己.
Mmm... 你可以試試量一下絲杆的導程 (即是接鄰螺絲牙的距離), 你大概會發現 絲杆導程 和 脹縮距離 有著令人不安的巧合喎.
作者: g2david 時間: 2016-7-3 11:15
绝對同意你的講法。
這些問題是 hardware 問題。
我換了
光軸100%直 x,y,z
1mm 絲杆
平台8mm 膠板
要量水平,x,y 跟z 要接近。肉眼睇 水珠。
跟住以上問題. 都解決了