作者: Roz 時間: 2015-2-25 11:12 標題: 版聚後諗到ge slic3r 教學--調整列印速度及打印品質
本帖最後由 Roz 於 2015-3-2 01:05 編輯
設定篇:
(實作篇提到部份設定在EXPERT MODE方能改動, 在SIMPLE MODE下不會顯示)
今次講翻層厚,INFILL,速度,溫度

層厚 - Layer Height 數值不能大過噴咀直徑,建議值為噴咀25%-75%(E.G> 0.4噴咀為0.1MM-0.3MM , 0.2為0.05MM-0.15MM)
填充圖形 - INFILL 下文參考,太慳膠最直接的結果=結構脆弱
速度 - PERIMETERS 外層速度 ,INFILL 填充空間速度,TRAVEL 不列印情況下,噴咀移動速度

溫度 - Extruder 噴咀 , HOTBED 熱床
常用設定: PLA 200度+56度/0度(可不用熱床),ABS為230度 + 110度
(高速下要提高溫度,令噴咀內之膠條更快溶化 已測試:PLA 150MM/S 250+65)
本文會寫翻slic3r基本設定,設定層厚,溫度,infill patten,同costom g-code 設定
infill patten比較圖
原文來自
http://manual.slic3r.org/expert-mode/infill
由上至下:
honeycomb
Concentric
line
Rectilinear
Hilbert Curve
Archimedean Chords
Octagram Spiral
由左至右:
20%
40%
60%
80%
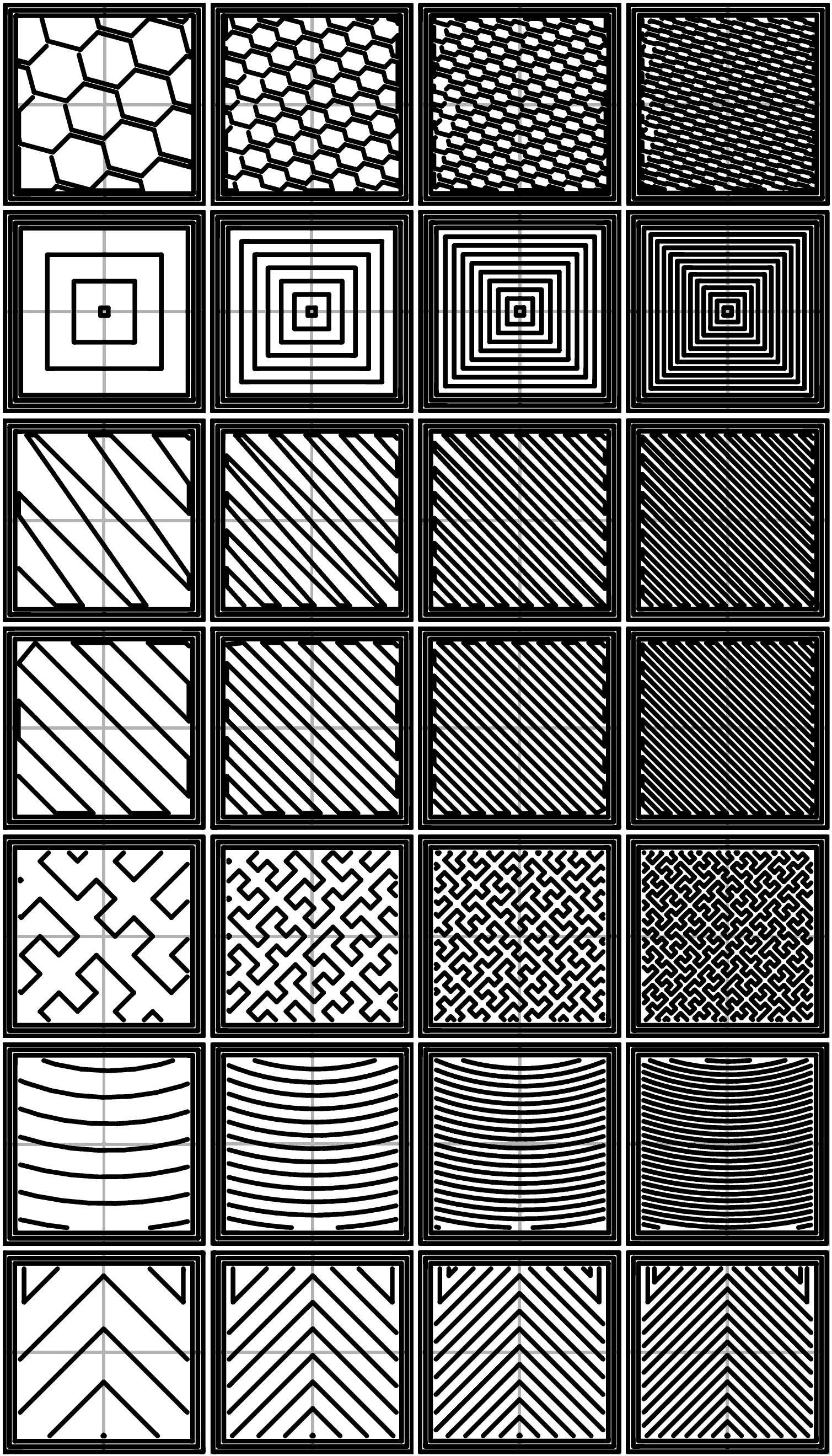
常用主要會用liner同honeycomb
liner會比較快
honeycomb垂直結構比較堅固
實作篇:
以下2件物品係小弟測試打印品
左為0.2MM , 右為0.1MM層厚(啫係版聚後食飯,SHOW過出黎果件, 因為係機械零件所以唔使用0.3MM)
打印設定方面
速度均為 220 C@75MM/S, RETRACTION(拉膠條) 5MM (IF 間隔>2MM) ,INFILL使用15% HONEYCOMB
使用機種為REPRAP MENDEL
(因不同批次,及左件未清理,所以形狀同拉絲會有少許分品)
近攝(前方)

近攝(上方)

遠攝(上方)

遠攝(底部, Bridge 220C@60MM/S NO FAN)

使用時間左件約150分鐘(160-170分鐘) , 右件約280分鐘
(留意: 左件係慳左D膠所以該加翻10-20分鐘上去)
作者: ThomasYau 時間: 2015-2-25 11:45
你今日唔係好忙咩?
作者: Roz 時間: 2015-2-25 11:50
你今日唔係好忙咩?
ThomasYau 發表於 2015-2-25 11:45

好忙架,有nb會方便少少可以打定先
作者: ThomasYau 時間: 2015-2-25 15:38
你咁樣唔算吞 POT啦, 吞 POT係有野唔做.
你似係做完晒啲野先打
作者: idleman 時間: 2015-2-28 20:52
師兄比同事舉報左?
作者: ma_hty 時間: 2015-3-1 14:29
本帖最後由 ma_hty 於 2015-3-1 14:38 編輯
回覆 1# Roz
> liner會比較快
> honeycomb會比較堅固
line infill 比較快 是真, 但 honeycomb infill 比較堅固 只是個沒有達成的美麗祈望, 是 slicer+FDM 達成 honeycomb 的方式, 跟蜜蜂們達成 honeycomb的方式 不同所致. honeycomb infill 的用途嘛... 頂多就是多一個變化給用家自娛一下而已.
你可以來個 強度測試 試試看的.
作者: Roz 時間: 2015-3-1 15:58
回覆 5# idleman
冇咁快,我公司好河蟹

作者: idleman 時間: 2015-3-3 14:04
最實用 只有網格,其他都無咩意義
作者: ThomasYau 時間: 2015-3-3 14:31
請問機械零件 係咪唔用得 0.3mm或以上? 係咪唔夠實淨?
作者: dtom 時間: 2015-3-3 15:01
本帖最後由 dtom 於 2015-3-3 15:03 編輯
層厚同噴咀直徑有關, 大約係直徑 x 0.75 或以下
即係 0.4 咀 : 0.4 X 0.75=0.3
想再厚既就要換大尐既噴咀
但 0.3 層厚有個問題就係唔可以被整除
即係 10mm 厚既物件, 只會印 33 層 10/0.3 = 33.333 , 果 0.3 層會 skip 左
某尐件想準確既話就唔啱用
所以印野都常都用可以整除, 即係層厚用 0.25 > 0.2 ... 等等
PS : 當然你畫圖就返層厚都可以既
作者: ThomasYau 時間: 2015-3-3 17:37
回覆 10# dtom
明白晒!
作者: Roz 時間: 2015-3-4 12:57
回覆 9# ThomasYau
機械件想盡量精細,外觀事小,D螺絲位,齒輪位好容易出事
作者: jackieleehome 時間: 2015-3-4 13:41
回覆 10# dtom
about the 但 0.3 層厚有個問題就係唔可以被整除 即係 10mm 厚既物件, 只會印 33 層 10/0.3 = 33.333 , 果 0.3 層會 skip 左
you can try to use Cura solve this problem
作者: dtom 時間: 2015-3-4 15:38
回覆 13# jackieleehome
用開 KISSlicer 無乜問題, 我印野無咁精細, 果一層半層我唔會理

而且都一直都用 0.25 印野, 對我更加無影響
作者: jackieleehome 時間: 2015-3-4 15:56
回覆 14# dtom
oooo...
作者: idleman 時間: 2015-3-4 16:27
層厚同噴咀直徑有關, 大約係直徑 x 0.75 或以下
即係 0.4 咀 : 0.4 X 0.75=0.3
想再厚既就要換大尐既噴咀
...
dtom 發表於 2015-3-3 15:01
其實搞個 first layer 味得
作者: Roz 時間: 2015-3-5 09:28
本帖最後由 Roz 於 2015-3-5 11:36 編輯
第一層比較關鍵,所以要set得比較準,最重要chi得穩,所以層厚到0.4都可以(當然,咇太多膠會令到層厚過高)
而往後層厚就要細過 (孔徑x0.75) 控制打印品質